食用油精炼之脱臭工段
")
脱臭锅:采用usu304材质不锈钢,通过高温(220-240℃)真空状态下,将油中异味去掉,该脱臭装置既能快速地脱除脂肪酸等臭味组份,又能使油脂具有良好的风味。同时,该锅具有节约直接蒸汽,防油脂水解的优点。
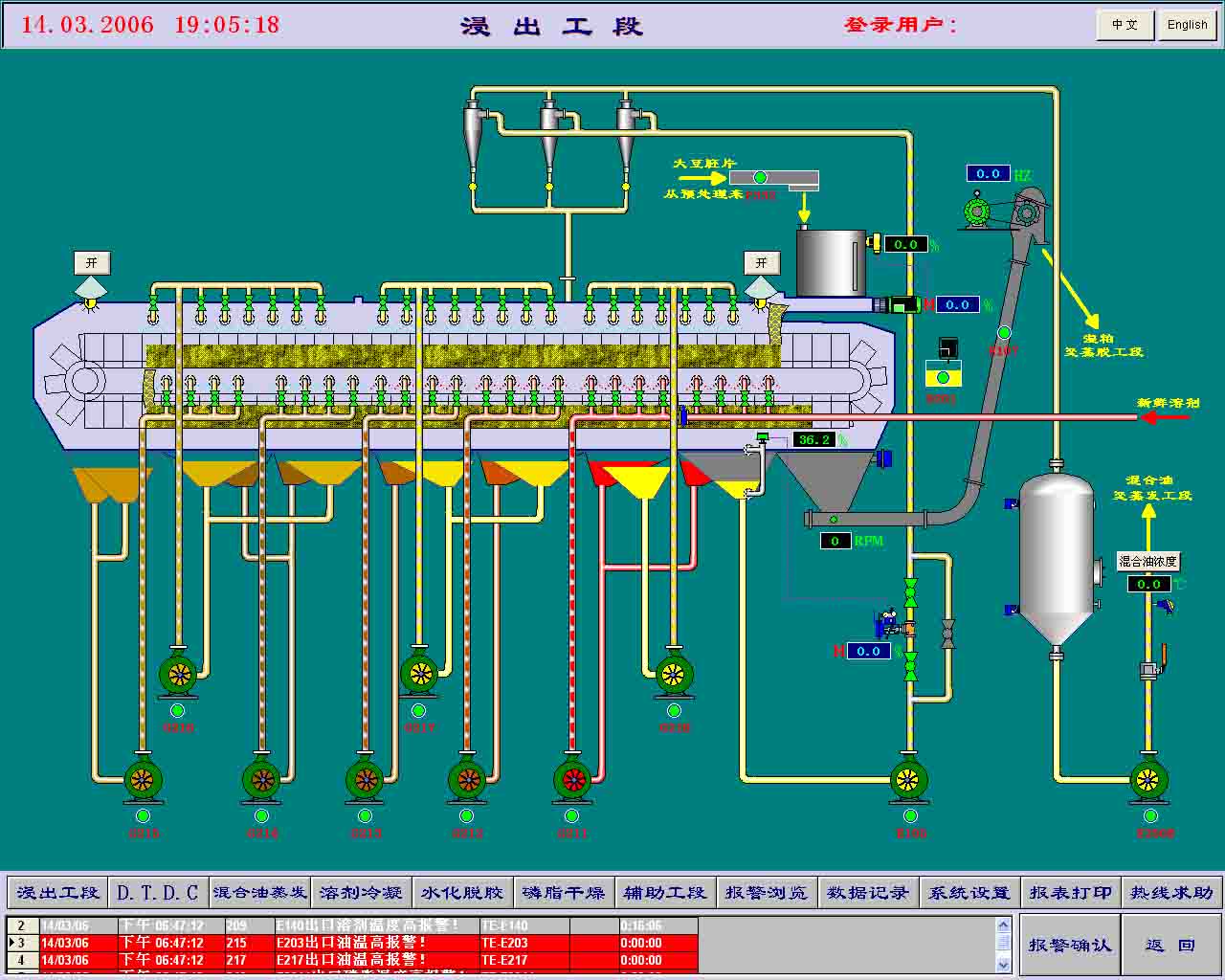
合格的脱色油进入螺旋板换热器回收大部分热量后进入高压蒸汽加热器加热到工艺温度(240-260℃)后进入脱臭塔。脱臭塔为组合式,上层是结构填料,主要用来脱去游离脂肪酸等臭味组分,下层是板式塔,主要起热脱色的效果,并将油中的过氧化值脱到零。脱臭塔出来的油经过换热器吸收大部分热量后再与毛油进一步换热,然后经冷却器冷却到80-85℃,加入所需的防氧化剂和风味剂后再冷却到50℃以下储存。脱臭出来的脂肪酸等挥发性物质,用填料式捕集器捕集,捕集液为低温(60-75℃)的游离脂肪酸。当脂肪酸暂存罐的液位较高时则送到脂肪酸储罐储存。
脱臭方法
脱臭的方法有真空汽提法、气体吹入法、加氢法等。常用的是真空汽提法,即采用高真空、高温结合直接蒸汽汽提等措施将油中的气体成分蒸馏去掉。
一、脱臭机理
脱臭的机理是基于相同条件下,臭味小分子组分的蒸汽压远大于甘三酯的蒸汽压,即臭味物质更容易挥发。因此应用水蒸气蒸馏的原理进行汽提脱臭。水蒸气蒸馏脱臭的原理,系水蒸气通过含有臭味组分的油脂时,汽-液表面相接触,水蒸气被挥发的臭味组分所饱和,并按其分压的比率逸出,从而达到了臭味脱除组分的目的。
影响脱臭的因素
1、温度
汽提脱臭时,操作温度的高低,直接影响到蒸汽的消耗量和脱臭时间的长短。在真空度相关的情况下,温度升高,则油中游离脂肪酸及臭味组分的蒸汽压也随之升高。但是,温度的升高也有上限,因为过高的温度会引起油脂的分解、聚合和异构化,影响产品的稳定性、营养价值及外观,并增加油脂的损耗。因此,工业生产中,一般控制蒸馏温度在245~ 255℃。
2、操作压力
脂肪酸及臭味组分在相关的压力下具有相应的沸点,随着操作压力的降低而降低。操作压力对完成汽提脱臭的时间也有重要的影响,在其他条件相同的情况下压力越低,需要的时间也就越短。蒸馏塔的真空度还与油脂的水解有关联,如果设备真空度高,能避免油脂的水解所引起的蒸馏损耗,并保证获得低酸值的油脂产品。生产中一般为300—400Pa,即2—3mmHg的残压。
3、通汽速率与时间
在汽提脱臭过程中,汽化效率随通入水蒸气的速率而变化。通汽速率变大,则汽化效率也变大。但通汽的速率要保持在油脂开始产生飞溅现象的限度以下。汽提脱臭操作中,油脂与蒸汽接触的时间直接影响到蒸发效率。因此,欲使游离脂肪酸及臭味组分降低到产品所要求的标准,就需要有具体的通汽时间。但同时应考虑到脱臭过程中油脂发生的油脂聚合和其他热敏组分的分解。这个脱臭时间也与脱臭设备结构有关,现通常为85分钟。
4、脱臭设备的结构
脱臭常用设备有层板式、填料、离心接触式几种,现车间用的是层板式塔。
5、微量金属
油脂中的微量金属离子是加速油脂氧化的催化剂。其氧化机理是金属离子通过变价(电子转移)加速氢过氧化物的分解,引发自由基。因此脱臭前需尽可能脱除油脂内的铁、铜、锰、钙和镁等金属离子。
6、脱色油质量及前处理的方法
脱色油的价值及其脱臭前处理方法对脱臭成品油的稳定性具有关键的影响。脱色油在汽提脱臭前的处理包括脱胶、脱酸、去掉微量金属离子和热敏性物质。热敏性物质、色素及胶质,如果不在汽提脱臭前去掉,会在脱臭过程中受高温而分解,进而影响到精制油的质量。
")
二、脱臭损耗
包括脱臭过程中脂肪酸以及小分子的醛、酮等物质,甾醇、维生素E等不皂化物,甘三酯的蒸馏挥发损失;在汽提过程中油脂的飞溅损失。脱臭耗=0.2+1.1×(进脱臭塔FFA%+POV/80+水杂%)
公司为用户负责安装、调试、代培技术人员,负责新老油厂项目可研、论证、工程设计、咨询、工程承包、承建、设备安装、改护建工程等业务。